







PCT加热器密封

汽车大灯粘接
金属粘接

燃气管道

陶瓷粘接
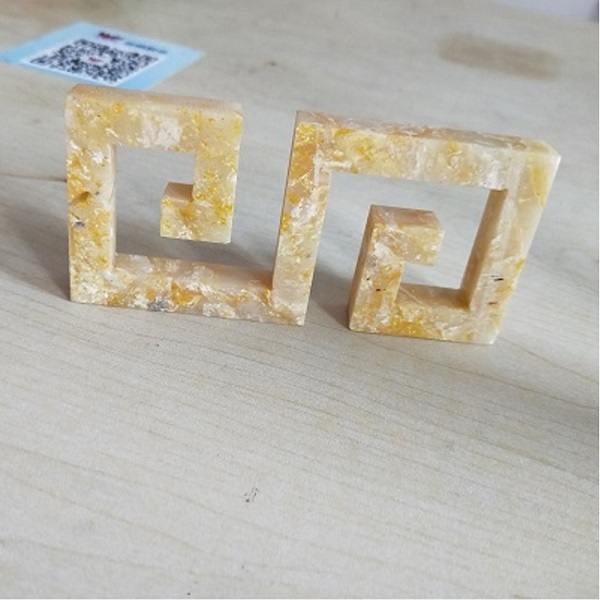
玉石粘接

玻璃粘接

ABS塑料管
| 性能 | 内容 | 性能 | 内容 |
|---|---|---|---|
| 外观 | A组份是灰白色粘稠膏状物,B组份为棕褐色粘稠膏状物 | 活性期 |
23±1℃,100g混合物 ≥2h |
| 胶接强度 | LY12CZ硬铝,化学氧化:23±2℃固化24h, ≥15.0MPa; 100±2℃固化30min,≥20.0MPa 150℃热拉剪切强度, ≥2.0MPa。 |
温馨提示:以上性能数据是在温度25℃、湿度70%的实验室环境下所测得的典型数据,仅供客户使用时参考,并不能保证是某个特定环境下能达到的全部数据,敬请客户于使用时,以实际测试数据为准。
1.表面处理 材料的表面处理按产品设计或工艺规定的要求进行。胶接表面应洁净、干燥、无油。
2. 配胶 按A∶B=5∶4(重量比)或A∶B=1∶1(体积比)进行配制,将胶置于洁净、干燥、无油的容器中,混合均匀至颜色一致。配胶不宜过多,做到随配随用。夏季气温高,配胶量大时会出现爆聚的现象,请注意尽量避免配胶量过多,以免烫伤。
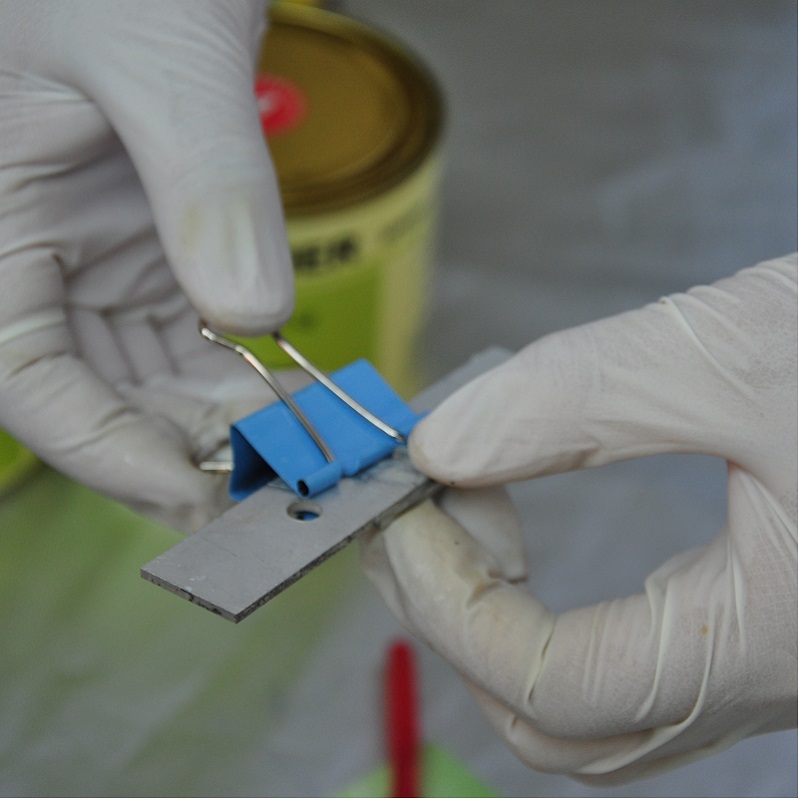
3.涂布 用胶刀或刮板均匀涂布在两胶接面上,其涂布量以组合后的胶接结合面刚好挤出一条胶线为宜。组合 涂胶后尽快叠合,施加0.01~0.05MPa的接触压力,并按图纸要求组合到位。
4.固化 可选取15~20℃>96h;或20~25℃为24h;或25~35℃为16h;或60~80℃为2~4h;100~120℃为0.25~0.5h中的任一规范固化。有条件应该优先采用热固化条件,它可以使接头获得最高胶接强度。加工或试验 涂胶部件在固化后24h,方可转入下道工序加工或进行耐压性能试验。

1.打磨清洁
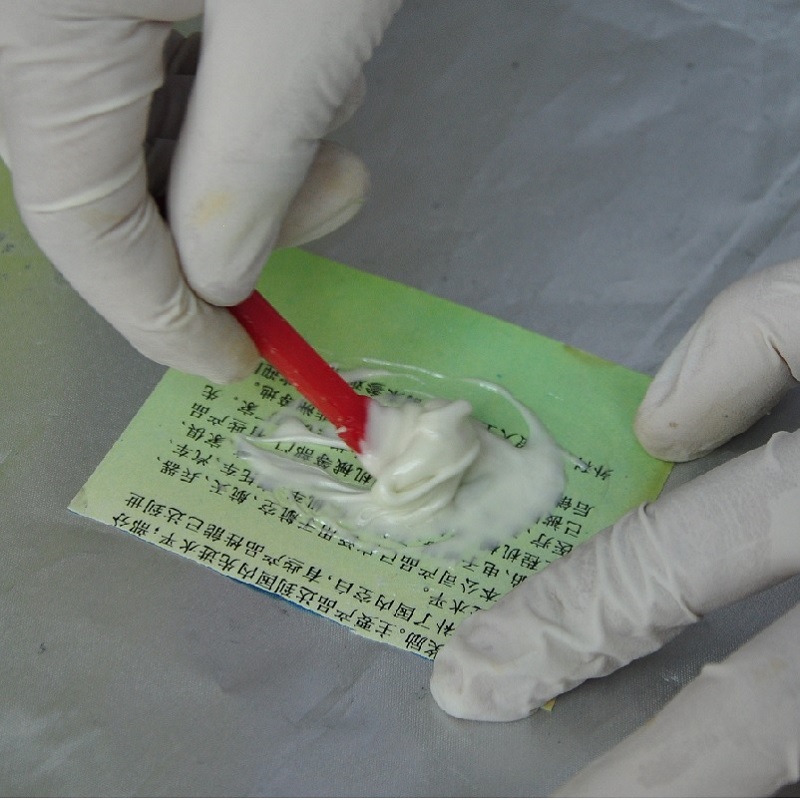
2.称重混合

3.涂布叠合
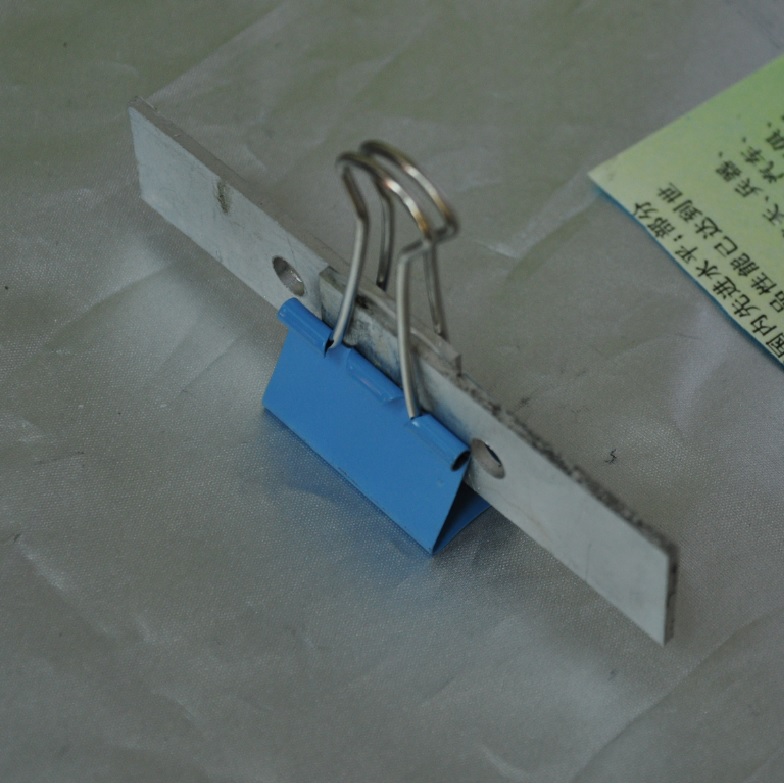
4.加力静置固化

注意事项
应尽量避免胶玷污皮肤,若有则可用沾有酒精的卫生纸擦拭,再用热水和肥皂洗净;
该胶不含溶剂,固化时也不收缩;
冬季气温低于10℃会影响胶接强度,应采用加热的方式固化,且要注意随炉升温,随炉冷却!

存储与包装
【包装规格】本品采用铝制软管包装(A组分50g、B组分40g)配套供应,也有1公斤一套铁厅和36公斤一套的铁桶包装。根据用户要求也可采用其它包装。
【贮 存 期】24个月,超过有效贮存期经检验合格后仍可使用。
【储 存】它应贮存在干燥、阴凉、通风处,避阳光直射,并远离热源。










